��ʿ�������yM-SR10KE15-1X����REXROTH���bʽ�����y��ُ�I�M��Һ������ӡ��Ԅӻ����ƹ��I������J��“�Ϻ��f�יC��O������˾”�����C�aƷԭ�Sԭ�b���r�ݣ��F؛��棬�ۺ�o�n���gӭ���Ͽ͑���ԃ��ُ��
һ����ͨ�����y
����:ʹ��Һֻ����һ����������,���S��������
�Y��:���y�w1���yо2������3������M�ɡ�
����ԭ��:
P1���룬�yо����,ͨ����—һ �����pʧС
P2����,�yо���o���y����,�P�]��һһ�ܷ��Ժ�
�c�����y�M�ɏͺ��y,��������y����������y������p���y�ȡ�
���b�ڱõij���,һ�����ֹ�����_��Ӱ푱õ�������������һ�����ֹ�ò������r��Һ���û����䡣
���b�ڻ���·���������y�á���Ҫ�Q�Ʉ����^��ď���
����Һ�؆����y
�Y��:�ɿ��ƻ���1��픗U2���yо3�͏��ɵȽM�ɡ�
����:Һ�؆����y��ʹ��Һ�ڃɂ���������ͨ����
����ԭ��:
���ƿڟoҺ�����M��, A����ͨB ,��ͨ�����y��
���ƿڟoҺ�����M��, A��B��ͨ,ͨ·��
Һ���i
����λ:Һ���������\�ӡ�
��λ:�i�oҺ����,ʹ��ͣ������λ�á�
������
��λ:�������˻�;
��λ:�a��;
��λ:��ж��,Һ������ǻ������Һ�؆����y������
5.���������y
����:ͨ�^��׃�y���^����e���{��ݔ���������Ķ����ƈ���Ԫ�����\���ٶȡ�
���:�����y���{���y���ض��a���{���y�����������y��
���ù����ڽY�����F�Ρ����Dz��Ρ����Ρ������εȡ��ɹ�������֪����������.���r����׃�_����e����׃Һ��Ϳɸ�׃������
�����y���|�ஔ��-һ����׃�����ڣ��������ƙC��ʹ�yо�������y�w���\�Ӹ�׃�y�ڵ��^����e��
�Y��ԭ��
��Ҫ������yо���y�w����ĸ���y�w����߅���M�Ϳڣ���߅�dz��Ϳڡ��yоһ���_�����Ǽ�ۣ���-�˼ӹ����ݼy�����D�yо�����S���ƄӸ�׃�y���^����e����ƽ��Һ�������������Dz�회��Q���á�
�{���y����p���y�c�����y�����ɣ��Á��{��ͨ�^�������Ԅ��a
��ؓ�d׃����Ӱ푡�
���b�y
�����o70������lչ������һ�N��Ԫ�����ǹ����F�y�����á������w�塢�Ȍ��y�M�ɵ�-�N��ܵďͺ��y����ÿ�����b�y�����M������ֻ�Ѓɂ��Ϳڣ��ʱ��Q���ͨ���b�y��
���c:
�yо���F�y���ܷ����ܺã��҄����`��;
ͨ����������Ⱦ;
һ�y���ã��M�ɸ�ʽϵ�y���Y���o����
�e�����������ǵV���ͽ��|�Ĉ��ϣ����c����ͻ����
���b�y�����M�����yо���y�ס����j���ܷ�Ȧ�M�ɡ�������;��ͬ�֞鷽���y�M���������y�M���������y�M����
���b�y��
�����y
�������y�M���Ŀ��ƿ�ͨ�^�y�K���w���ϵ�ͨ���c�Ϳ�A��Bֱ�Ӝ�ͨ���ɽM�Ɇ����y��
��ͨ�y
��һ����λ��ͨ늴Ż��y���Ʒ����y�M������ǻ��ͨ�ͷ�ʽ���ɽM�ɶ�λ��ͨ�y��
��ͨ�y
�Ƀɂ������y�M�������ɣ������γ�-һ�������Ϳڡ�-һ�������Ϳں�һһ�����Ϳڡ���ͨ���b�y�Ĺ�����B��ȡ�Q���Ȍ��Q���y�Ĺ���λ�Ô���
��ͨ�y�Ƀɂ���ͨ�y�����ɡ�
�B���y��ʽ�y����A��ÿ���B���y���H���y�Ĺ��ܣ�����߀��ͨ�y�c�y���������Q���y���b��*�Ϸ��������B���Ϳ��_��*��߅�ĵװ��ϣ��������yͨ�^��˨�B���ړQ���y�͵װ�֮�g��
�ɯB���y�M�ɵ�ϵ�y�Y���o���������`��OӋ�������ڶ̡�
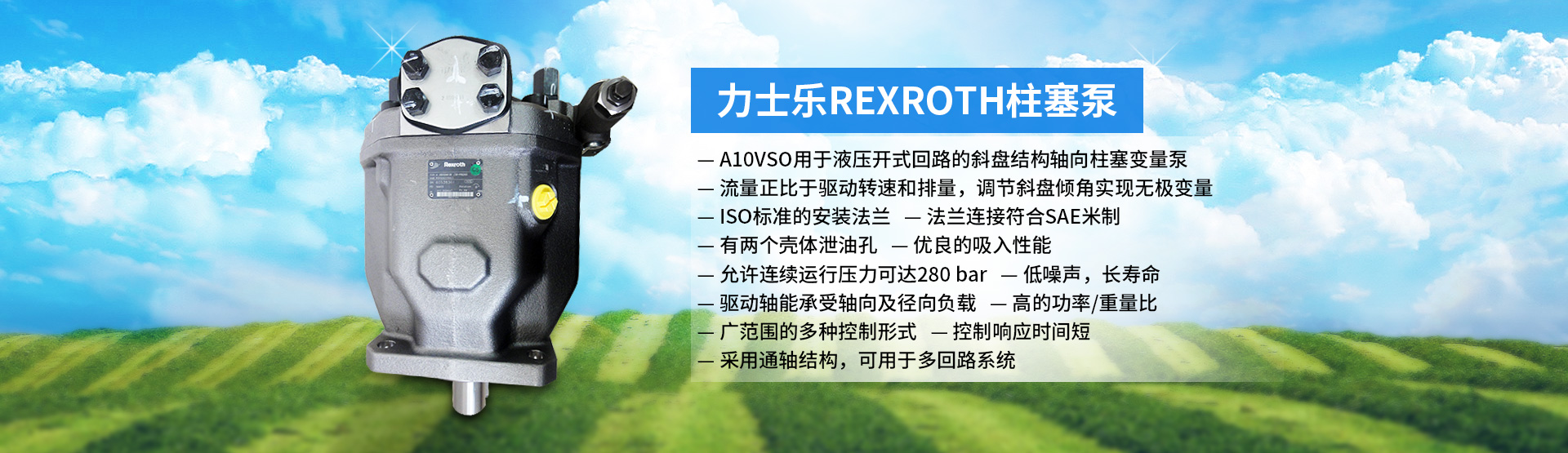
��ʿ�������yM-SR10KE15-1X
��ʿ��REXROTH���bʽ�����yM-SR 6...30
R900435539 M-SR10KD50-1X/
R900381073 M-SR10KD02-1X/
R900301891 M-SR10KD05-1X/
R900440016 M-SR10KD05-1X/B12
R900301898 M-SR10KD15-1X/
R900301905 M-SR10KD30-1X/
R900365223 M-SR10KD50-1X/
R900356291 M-SR10KE00-1X/
R900484616 M-SR10KE00-1X/V
R901414189 M-SR10KE01-1X/
R900345745 M-SR10KE02-1X/
R900374787 M-SR10KE02-1X/V
R900344549 M-SR10KE05-1X/
R900348632 M-SR10KE05-1X/V
R901319215 M-SR10KE05-1X=
R901339055 M-SR10KE05-1X=V
R900346857 M-SR10KE15-1X/
R900422425 M-SR10KE15-1X/V
R900962882 M-SR10KE15-1X/V
R900346936 M-SR10KE30-1X/
R900382015 M-SR10KE30-1X/V
R900361982 M-SR10KE50-1X/
R900346343 M-SR10KE50-1X/V
R900359836 M-SR15KD00-1X/
R900365217 M-SR15KD02-1X/
R900365216 M-SR15KD02-1X/
R900301892 M-SR15KD05-1X/
R900362864 M-SR15KD05-1X/SO56
R900384870 M-SR15KD05-1X/SO72
R900301899 M-SR15KD15-1X/
R900301906 M-SR15KD30-1X/
R900365224 M-SR15KD50-1X/
R900573554 M-SR15KD50-1X/B08
R900360254 M-SR15KE00-1X/
R900405182 M-SR15KE00-1X/V
R901425705 M-SR15KE01-1X/
R900348943 M-SR15KE02-1X/
R900390429 M-SR15KE02-1X/V
R901351241 M-SR15KE02-1X=
R900345372 M-SR15KE05-1X/
R900518872 M-SR15KE05-1X/MK
R900350794 M-SR15KE05-1X/V
R901341380 M-SR15KE05-1X=
R900346858 M-SR15KE15-1X/
R900409567 M-SR15KE15-1X/SO8
R900387662 M-SR15KE15-1X/V
R900346082 M-SR15KE30-1X/
R900382309 M-SR15KE30-1X/V
R901348955 M-SR15KE30-1X=
R900348818 M-SR15KE50-1X/
R900361867 M-SR15KE50-1X/V
R900365529 M-SR20KD10-1X/
R900365218 M-SR20KD02-1X/
R900301893 M-SR20KD05-1X/
R900301900 M-SR20KD15-1X/
R900301907 M-SR20KD30-1X/
R900365225 M-SR20KD50-1X/
R900373516 M-SR20KE50-1X/SO1
R900350936 M-SR20KE00-1X/
R900382674 M-SR20KE00-1X/V
R901432713 M-SR20KE01-1X/
R900345744 M-SR20KE02-1X/
R900377614 M-SR20KE02-1X/V
R900340979 M-SR20KE05-1X/
R900392631 M-SR20KE05-1X/MT
R900468994 M-SR20KE05-1X/SO10
R900350795 M-SR20KE05-1X/V
R900346859 M-SR20KE15-1X/
R900348667 M-SR20KE15-1X/V
R900346638 M-SR20KE30-1X/
R900420865 M-SR20KE30-1X/V
R900348318 M-SR20KE50-1X/
R900430183 M-SR20KE50-1X/V
R900580084 M-SR20KE50-1X/VSO9
R900365219 M-SR25KD02-1X/
R900301894 M-SR25KD05-1X/
R900403942 M-SR25KD05-1X/B10
R900301901 M-SR25KD15-1X/
R900301908 M-SR25KD30-1X/
R900365226 M-SR25KD50-1X/
R900484361 M-SR25KD50-1X/B10
R900361983 M-SR25KE00-1X/
R900400003 M-SR25KE00-1X/V
R901432712 M-SR25KE01-1X/
R900357739 M-SR25KE02-1X/
R900593255 M-SR25KE02-1X/V
ע�ܙC�nj���������ע���Mģ�ߣ���s��aƷ����;�dz��V�����������ϲ�ͬ��ʹ�õĵط�Ҳ��ͬ��ע�ܙC�����ϼӹ��I��ʹ������ļӹ��Cе�����H�д����ĮaƷ����ע�ܙCֱ�����a��������߀�ǽM��ע������ˇ���P�I�O�䡣
�����������п՟�������Ʒ�ij��÷�������Ҫ�aƷ��ͲĤ���п����������ܙC����ͨ�^�Ӝ�ʹ�A������Ʒ�ܻ���Ȼ���M��ģ�ߴ��Ƴ��ͣ��@�N������Ҫ���ڸ��ٸ߮a����PETƿ��BOPPƿ���a������������ˇ������Ҳ�����cע�ܹ�ˇ��Y�ϳɞ�ע����һ�w�C���@Ҳ�����aPET�������ij��÷��������ܹ�ˇ߀���c�D����ˇ��Y�ϣ��D�������O����m���������V�����܉����a�ĮaƷҲ�����S�����aƷ�������ӏͺϱ�Ĥ���ϩ�N�п��������V������ʳƷ�ͻ��yƷ�ИI
呉��Cе��ָ��呉��ӹ������ڳ��κͷ��x�ęCе�O�䡣呉��Cе���������õ���N���Cе�����C��Һ���C�����������C��ƽ呙C���Լ��_��C���C���C�����ЙC���������C���o���Cе��呉��Cе��Ҫ���ڽ��ٳ��Σ������ַQ����ٳ��ΙC����呉��Cе��ͨ�^������ʩ�Ӊ���ʹ֮���εģ���������������c���ʶ��������O�䣬�O���϶��O�а�ȫ���o�b�ã��Ա����O���������ȫ��
呉��Cе��Ҫ�������N��N�����N�����C�������o���Cе��
��N�������N���»��ȸ����\�Ӯa���Ą��܌�����������ʹ֮����׃�εęCе����N�dz�Ҋ���vʷ�ƾõ�呉��Cе�����Y������,�����`��,�����ԏ���ʹ����V�����ھS�ޣ��m��������呺�ģ呡��������^���^�y���F�Ԅӻ����a��
��N�Ĺ���ԭ��
��N���߉����wͻȻጷŵ��������ϣ����N�^�����\�ӣ��ҿՌ������ǽ������Գ��ε���췽���������N�����һ�N�����ʳ��η�������Ҫ���ھ���ģ呺͟�D����
˲�gጷŵĸ߉����w(����һ���15000��������ʹ�N�^������9��24��/��ĸ����\�ӣ�ͬ�rҲ�����ƄӸ߉���ĸ��w�������������C�������\�ӡ��N�^�ϵ���ģ�c�C���ϵ���ģ�ڿ��Ќ���������ʹ֮����׃�Ρ��C�ܵ��|���h�����N�w�������Ƅ��ٶ������г�С�����ڲ������N�����b�ڙC�܃ȵĻس̗U���N�^�ƻ�ԭ̎���C�ܷ�������֧�ܵľ��_�|�ϡ��@��O���ֻ��һ�ΆΓ���������Ƴ������B���ĩp��ȼʽ�ĸ����N�������N��죬�������@��׃�ΑT������׃�Ο�Ч�������Ƶî�������߽��ٵ����ԣ����ƽ�����ģ���е����ӳ������ܣ�����ģ呿ɳ��α��کp���ߵď��s�Π�呼��������N���������~Ƭ�p�X݆������ľ�呺͔D����