REXROTH�����yM-SR10KE02-1X������ʿ�����bʽ�����y����·�K�OӋ���bʽ�����y��ُ�I�M��Һ������ӡ��Ԅӻ����ƹ��I������J��“�Ϻ��f�יC��O������˾”�����C�aƷԭ�Sԭ�b���r�ݣ��F؛��棬�ۺ�o�n���gӭ���Ͽ͑���ԃ��ُ��
�����y�����wֻ����һ��������ͨ����һ������ͨ�^���y�������y����ֹ���y ֹ���yֻ����ֹ���·���O�������w���|�����Ć����]�y�� ֹ���y��;�V�����кܶ�N������f���ǹ�ˮ�͟������õ�ֹ���y�� 1������ʽ��Һ�w���¶��ϣ���������������ɿ��Ƶ��y�꣬������ʧ���������y�ꉺ�£����]Һ�w������������ͨ���^С��ֹ���y�� 2������ʽ���͏���ʽ���ƣ������y��������������]����ֹ������ 3������ʽ��Һ�w���y�w��ֱͨ������������_һ�ȵ����D�y�꣬����ʧȥ���y���������ػ�λ�������Һ�w�������]�y�ꡣ �����Ć����y��ֹ���y���������۵�ֹ���y���˷��ķ����y��Һ�wʹ�õ�ֹ���y��ԭ���Ǵ�ͬС��
Һ��ԭ��D�ͻ�����·����
Һ��ԭ��D���y���ֲ�����
һ���ŷ����ƻ�·
2.݁�p����ģʽ
1.�]�h����ģʽ
܈�C܈݁���{����һ���]�h݁�p����ϵ�y��ɡ�ͨ����܈�Ʋ������]�h݁�p����ģʽ�¡�TCS�������������݁�p�O��ֵ�������ڴ�ģʽ�¿���܈�ơ�
���]�hģʽ��TCS�Ĺ��ܿ���һ��λ�ÿ��ƹ��ܡ��@Ҳ�����ڿ����S*��܈�����ѽ��_���r�Ġ�B,���@�N��r��,ͨ�^�Ȳ�������,݁�p�O���������^*�����S܈��������݁�p�O���r,܈�������Ƶ�TCS����ȡ��λ�ÿ��ơ�
ÿ���{��Һ������һ�������O��ֵ��λ�Ô�ֵ���O���c��ֵ�Ŀ�������
Һ���yλ��:
(1)��y�P�];
(2) �����y���_;
(3) �ŷ��y��TCS�������нӵ�һ���m�����O��ֵ��
2.�i������ģʽ
��݁�pλ��̎�ھS�֠�B, ���O���c��ƫ�x������|��݁�p׃��, ����ģʽ̎���i����B��
�����݁�p��ƫ��i��ģ ʽ���ܱ�회�����݁�p�ă�Һ����ͬ�r���ơ�
Һ���yλ��:
(1)��y�P�];
(2)�����y�P�];
(3)�ŷ��y��TCS�������нӵ�һ���O��ֵ0��
3.���ٴ��_��ж��ģʽ
ԓ������Ҫ����܈�C���o���e�����܈����܈�C�������_��,��������Д�܈�C�������@��ζ����܈�C�{���^���������pС܈�Ɖ���,���Ҵ��_݁�p��*��݁�p�ߴ硣����������,��ԓ���ܽY���r,����ˮƽ݁����݁��Һ���������Uȫ���s�ء�
ж��������һ�����е�Һ����ͬ�r���_��܈݁��-һ�����Ʒ�ʽ���_,�����܈݁λ���^�ֵăAб���Aб�z�yϵ�y�l�]���á�
Һ���y��λ��:
(1)��y�P�];
(2)�����y���_;
(3)�ŷ��y�Ŀ������н��յ�*����_�O��ֵ��
��ij��܈݁��Һ���������U��ȫ���s��,�ŷ��y�O��ֵ������r,�����y�P�],���ҿ��ٵ�ж����̖��ݔ��һ��PLC�С�Ȼ��,ж���y���_2��r�g��
4.��ж��ģʽ
ԓ����ģʽ�ɿ���ж�d����ϵ�y����ȫԭ��,ԓ�����ڿ��ٴ��_��B��ĩ�˰l��������,ԓ�����ڏĵȴ�������B���ʂ����I����B�D�Q֮ǰ���С��@�����ˮ������y���_�r��܈݁Һ��ϵ�y�ɉ�����|���ʧ������
���� ����܈݁���^�ȃAб���ɂ�Һ����ԓ���ܱ��ͬ�r�l����
Һ���y��λ��:
(1)�����y�P�]
(2)�ŷ��y��TCS�������н��յ�һ����ֵ
(3)��y�P�]��
5.����ģʽ .
����ģʽ��һ��������ģʽ,�ڴ�ģʽ��ͨ�^�����Ą���܈݁�܉����ɵ��Ƅӡ�����ģʽ���x����݁���S���Ƅӡ��ڸ���ģʽ�£���݁�����c��݁����Pϵ,��һһ���˶���B����S��λ��ԓ�Ƅ�ͨ�^��݁��
Һ���y��λ��:
(1)��y���_;
(2)�����y�P�];
(3)�ŷ��y��TCS�������н��յ����O��ֵ��
6.�S���{��ϵ�yÓ�xģʽ
Һ��ϵ�y���S���Ƅ�λ�ƾ��a�����B���ڴ˲���ģʽ�±�����һ���l��,�ڴ�ģʽ��Һ�����^��λ�ƾ��a�����^�ܱ����_����ϡ�λ�ƾ��a���IJ��^��횲����ڙC��_�ϵIJ�ڡ��������^��һ��ͣ܇λ�á�ԓͣ܇λ����TCS늚�z�y��
Һ���y��λ��:
(1)�����y�P�];
(2)�ŷ��y��TCS�������н��յ�һ����ֵ
(3)��y�P�]��;
���l��1�_���r,�S���ƄӾ��a���������������_��
���l��1+ 2�@�Õr, 1�����ƽo��“���_λ �þ��a���S���Ƅ���̖�ќʂ��”
�z�y���^�Ƿ���ͣ܇λ�á������,�S���Ƅ�ϵ�y�ќʂ�ÓQ݁��
7.�S���{��ϵ�y�B��ģʽ
�ڴ�ģʽ��;Һ��ϵ�y���S��λ�ƾ��a�����B�ӱ�������һ��ǰ��,��Һ�����^��λ�ƾ��a�����^�ܱ�����嵽݁ϵ�ȡ�
Һ���y��λ��:
(1)�����y�P�]
(2)�ŷ��y��TCS�������н��յ�һ����ֵ
(3)��y�P�]��
���l��1�Ѯa���r,һ������ϵ�y�ӵ�“λ�þ��a���S���Ƅ���̖�B�Ӝʂ��”���z
�y��̖���^�Ƿ����cλ�þ��a��E�B�ӡ�
���l��3�Ѯa���r,�S���Ƅ�λ�ƾ��a����Ч�S���Ƅ�ϵ�y�ʂ�Û_ϴ��
8.�S���{��ϵ�y�_ϴģʽ
�_ϴģʽ��һ��������ģʽ���ړQ��݁����S���Ƅ�ϵ�y����՚����Ⱦ����܉��O��݁�pǰ��һ���̕r�g��,�S��ϵ�y��Ҫ�_ϴ��
��Һ����·��λ�ƾ��a���B�Ӻ�,�����ɲ����������_ʼ�_ϴ���քӲ����Ľ�ֹ�y��횴��_ʹ���܉�_ϴ�����_ϴ�Y�����քӽ�ֹ�y����P�]��
Һ���y��λ��:
(1)��y�P�]
(2)��ֹ�y���_
(3)�ŷ��y��TCS�������н��յ�һ��+ 20%���O��ֵ��( ע:���_���O��ֵ,���Һ�����A����DS���Ƅ�)
�_ϴ�r�g��120�롣�����ȉ�����ԓ�ӽ�180bar������m��,����һһ���^�͵��O��ֵ����������ȉ���������s250bar�r,����Д��_ϴ,����-һ�����ψ���1����һ�����ܵ�ԭ���ǽ�ֹ�y( 421 )�]�б����_��
���_ϴ�����^,ԓ�y�D����һ��λ��:
(1)��y�P�]
(2)�ք��P�]��ֹ�y
(3)�ŷ��y��TCS�������н��յ�һ��0�y�O��ֵ��
(4)���_ϴ�Y���r,ԓ�Y����һ����̖���͵�1������ϵ�y
REXROTH�����yM-SR10KE02-1X
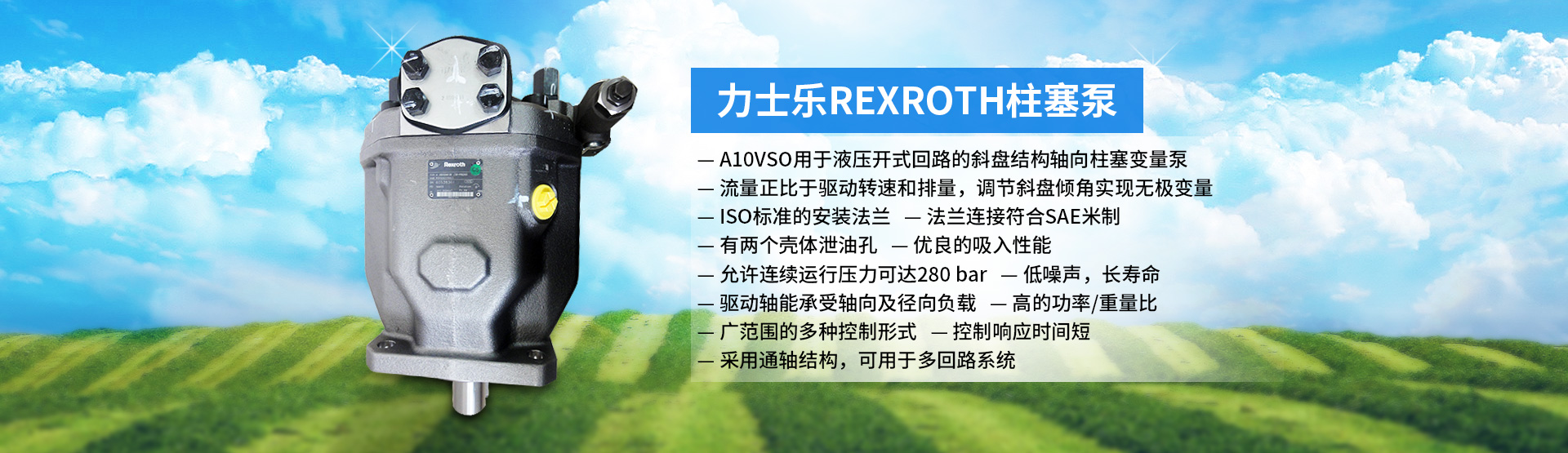
��ʿ��REXROTH���bʽ�����yM-SR 6...30
R900435539 M-SR10KD50-1X/
R900381073 M-SR10KD02-1X/
R900301891 M-SR10KD05-1X/
R900440016 M-SR10KD05-1X/B12
R900301898 M-SR10KD15-1X/
R900301905 M-SR10KD30-1X/
R900365223 M-SR10KD50-1X/
R900356291 M-SR10KE00-1X/
R900484616 M-SR10KE00-1X/V
R901414189 M-SR10KE01-1X/
R900345745 M-SR10KE02-1X/
R900374787 M-SR10KE02-1X/V
R900344549 M-SR10KE05-1X/
R900348632 M-SR10KE05-1X/V
R901319215 M-SR10KE05-1X=
R901339055 M-SR10KE05-1X=V
R900346857 M-SR10KE15-1X/
R900422425 M-SR10KE15-1X/V
R900962882 M-SR10KE15-1X/V
R900346936 M-SR10KE30-1X/
R900382015 M-SR10KE30-1X/V
R900361982 M-SR10KE50-1X/
R900346343 M-SR10KE50-1X/V
R900359836 M-SR15KD00-1X/
R900365217 M-SR15KD02-1X/
R900365216 M-SR15KD02-1X/
R900301892 M-SR15KD05-1X/
R900362864 M-SR15KD05-1X/SO56
R900384870 M-SR15KD05-1X/SO72
R900301899 M-SR15KD15-1X/
R900301906 M-SR15KD30-1X/
R900365224 M-SR15KD50-1X/
R900573554 M-SR15KD50-1X/B08
R900360254 M-SR15KE00-1X/
R900405182 M-SR15KE00-1X/V
R901425705 M-SR15KE01-1X/
R900348943 M-SR15KE02-1X/
R900390429 M-SR15KE02-1X/V
R901351241 M-SR15KE02-1X=
R900345372 M-SR15KE05-1X/
R900518872 M-SR15KE05-1X/MK
R900350794 M-SR15KE05-1X/V
R901341380 M-SR15KE05-1X=
R900346858 M-SR15KE15-1X/
R900409567 M-SR15KE15-1X/SO8
R900387662 M-SR15KE15-1X/V
R900346082 M-SR15KE30-1X/
R900382309 M-SR15KE30-1X/V
R901348955 M-SR15KE30-1X=
R900348818 M-SR15KE50-1X/
R900361867 M-SR15KE50-1X/V
R900365529 M-SR20KD10-1X/
R900365218 M-SR20KD02-1X/
R900301893 M-SR20KD05-1X/
R900301900 M-SR20KD15-1X/
R900301907 M-SR20KD30-1X/
R900365225 M-SR20KD50-1X/
R900373516 M-SR20KE50-1X/SO1
R900350936 M-SR20KE00-1X/
R900382674 M-SR20KE00-1X/V
R901432713 M-SR20KE01-1X/
R900345744 M-SR20KE02-1X/
R900377614 M-SR20KE02-1X/V
R900340979 M-SR20KE05-1X/
R900392631 M-SR20KE05-1X/MT
R900468994 M-SR20KE05-1X/SO10
R900350795 M-SR20KE05-1X/V
R900346859 M-SR20KE15-1X/
R900348667 M-SR20KE15-1X/V
R900346638 M-SR20KE30-1X/
R900420865 M-SR20KE30-1X/V
R900348318 M-SR20KE50-1X/
R900430183 M-SR20KE50-1X/V
R900580084 M-SR20KE50-1X/VSO9
R900365219 M-SR25KD02-1X/
R900301894 M-SR25KD05-1X/
R900403942 M-SR25KD05-1X/B10
R900301901 M-SR25KD15-1X/
R900301908 M-SR25KD30-1X/
R900365226 M-SR25KD50-1X/
R900484361 M-SR25KD50-1X/B10
R900361983 M-SR25KE00-1X/
R900400003 M-SR25KE00-1X/V
R901432712 M-SR25KE01-1X/
R900357739 M-SR25KE02-1X/
R900593255 M-SR25KE02-1X/V
R900344778 M-SR25KE05-1X/
R900357445 M-SR25KE05-1X/V
R901324297 M-SR25KE05-1X=
R900348453 M-SR25KE15-1X/
R901062482 M-SR25KE15-1X/SO27
R900500220 M-SR25KE15-1X/V
R900346391 M-SR25KE30-1X/
R900385859 M-SR25KE30-1X/V
R900351943 M-SR25KE50-1X/
R900356765 M-SR25KE50-1X/V
R900422190 M-SR30KD50-1X/
R901192402 M-SR30KD00-1X/
R900365220 M-SR30KD02-1X/
R900301895 M-SR30KD05-1X/
R900514077 M-SR30KD05-1X/B05
R901263853 M-SR30KD05-1X=
R900301902 M-SR30KD15-1X/
R900322482 M-SR30KD15-1X/SO4
R900301909 M-SR30KD30-1X/
R900365227 M-SR30KD50-1X/
R900352608 M-SR30KE00-1X/
R900501576 M-SR30KE00-1X/V
R901432601 M-SR30KE01-1X/
R900345743 M-SR30KE02-1X/
R900356970 M-SR30KE02-1X/V
R900344919 M-SR30KE05-1X/
R900472648 M-SR30KE05-1X/SO281
R900350797 M-SR30KE05-1X/V
R901324296 M-SR30KE05-1X=
R901432895 M-SR30KE120-1X/
R901335698 M-SR30KE120-1X/SO28
R900348666 M-SR30KE15-1X/
Һ���C���Ը߉�Һ�w���͡��黯Һ�ȣ�������������呉��Cе��Һ���C���г��ǿ�׃�ģ��܉�������λ�ðl����Ĺ�������Һ���C����ƽ�����]�����ӣ������_���^��������ȣ��m���ڴ�呼������ʹ�Ҏ����ϵ��������͉��K�ȹ�����Һ���C��Ҫ����ˮ���C���͉��C��ijЩ�������C�������ЙCеҲ����Һ���Cһ�
Һ���C����ԭ��
������˹�������Ƴɵ�����Һ�w�������ӵęCе���Nܶࡣ��Ȼ����;Ҳ������Ҫ�Ƕ�N���ӵġ��簴���f������Һ�w�N��֣����͉��C��ˮ���C�ɴ��ˮ���C�a���Ŀ������^���������͛_�������ˮ���C�ַ֞�ģ�ˮ���C�������ˮ���C�ɷN��ģ�ˮ���CҪ��ģ�ߣ��������ˮ���C����ģ�ߡ�
���D呉��C������c܈����Y�ϵ�呉��Cе�����D呉��C�Ļ������ӷ�ʽ�c܈�C���ơ������D呉��C�ϣ�׃���^�����ɾֲ�׃����u�Uչ����ɵ�,����׃�ο���С���C���|��С������ƽ�����o���ӣ����F�Ԅӻ����a��݁呙C������܈�ƙC������C����݁�Cֱ�C��ݚ�U�C�������C�ȶ��������D呉��C��
���D呉��C����ԭ��
���D呉��C������c܈����Y�ϵ�呉��Cе�������D呉��C�ϣ�׃���^�����ɾֲ�׃����u�Uչ����ɵģ�����׃�ο���С���C���|��С������ƽ�����o���ӣ����F�Ԅӻ����a��݁呙C������܈�ƙC������C����݁�Cֱ�C��ݚ�U�C�������C�ȶ��������D呉��C��呉��Cе��Ҏ������ؓ�d��������ǧţ��Ӌ������N�t����N���²��ֵ��|����ǧ�ˣ�Ӌ�������Դ��������ǧ����Ӌ������呉��Cе���������εIJ���ֱ������Ȼ�܈ֱ݁��Ӌ��
�Ԅ������b�ã���呉��Cе���е��Ԅ������b�ã���ָ̎����_ʽ�����C���]ʽ�����C���λ�����C�����ى����C�ȆΙC��_���ԄӾ��M�а��ϼӹ����Ԅ������b�á�
�C����ָ����C���ęC������Q����ĸ�C�ߙC�����T�Ϻ��Q�C����һ��֞���������C����呉��C����ľ���C���ȡ��F���Cе�����мӹ��Cе����ķ����ࣺܶ�������ӹ��⣬߀���T�졢��졢���ӡ��_�����D���ȣ������پ���Ҫ���^�ߺͱ���ֲڶ�Ҫ���^���������һ�㶼���ڙC�����������ķ����M�нK�ӹ����C���ڇ����F�����Ľ��O�������ش����á�
܇������Ҫ��܇�������D�Ĺ����M��܇���ӹ��ęC������܇����߀�����@�^���U���@���q�����z�F�������͝L�����ߵ��M�������ļӹ���܇����Ҫ���ڼӹ��S���P�����������л��D����Ĺ������ǙCе��������乤�S��ʹ�ÏV��һC����
呉��C��
呉��C���ǽ��ٺ͙Cе��ӹ��õ��O�䣬��ֻ��׃���ٵ����Π呉��C����������C������C���_���������C��Һ���C���͉��C���ۏ��C�ȡ�
Һ���C��һ�N��Һ�w�鹤�����|��������˹��ԭ���Ƴɵ����ڂ��f�����Ԍ��F���N��ˇ�ęC����Һ���Cһ���ɱ��C�����C��������ϵ�y��Һ������ϵ�y�����ֽM�ɡ�Һ���C������y�TҺ���C��Һ�wҺ���C������Һ���C��
Һ���C���������͉��C��Һ���C��һ�N����Һ�w�o�������ӹ����١����ϡ����z��ľ�ġ���ĩ����Ʒ�ęCе���������ډ��ƹ�ˇ�͉��Ƴ��ι�ˇ���磺呉����_������D��Уֱ����������߅�����������ĩұ�𡢉��b�ȵȡ�
����ԭ����������˹�������Ƴɵ�����Һ�w�������ӵęCе���Nܶࡣ��Ȼ����;Ҳ������Ҫ�Ƕ�N���ӵġ��簴���f������Һ�w�N��֣����͉��C��ˮ���C�ɴ��